Dongguan city, China.
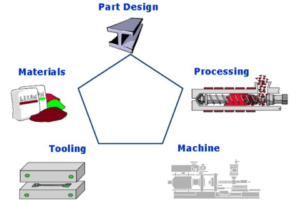
In this article, we will show you from three aspects to be taken into consideration when designing... read more
What is Insert Molding? Insert molding is a process of fabricating a finished part by applying a metal part into... read more
Plastic injection mold is the foundation of the success of custom plastic part and we mainly... read more
When it comes to cavity number for a plastic injection mold, there is a lot... read more
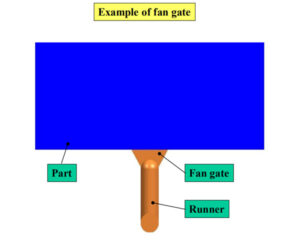
What is fan gate? Fat gate, namely ,the shape of the gate looks like a... read more
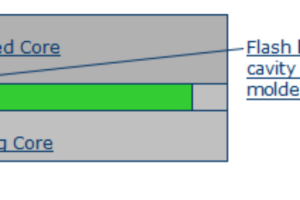
What is flash in two shot injection molding? Description 2nd material penetrating between 1st material... read more
What is soft tooling? Soft tooling, or prototype mold is preferred when we need injection molded parts... read more
When injection moulding partially crystalline engineering thermoplastics, choice of the correct hot runner system determines the... read more


 Español
Español