ciudad de dongguan, china.
Este artículo trata sobre algunas reglas básicas para el diseño de guías de herramientas de... read more
Introducción al moldeo por inyección ¿Alguna vez te has preguntado cómo se fabrican esas piezas... read more
Nombre del producto Accesorios de plástico para moto Material del producto ordenador Máquina de moldeo... read more
Durante más de 20 años, HS se ha enorgullecido de apoyar a los fabricantes de... read more
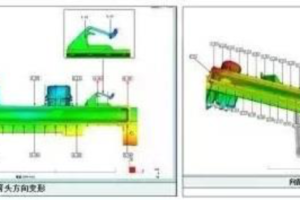
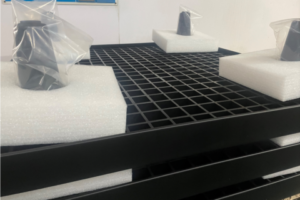
Nosotros diseñe y fabrique el molde de paleta de plástico grande con un sistema de... read more
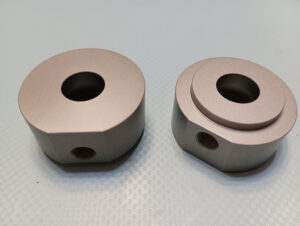
Introducción Este artículo contiene toda la información que necesita saber sobre las piezas mecanizadas de... read more


 English
English