¿Qué diseño adecuado de puerta es importante?
La puerta sirve como entrada a la cavidad del
molde y debe estar diseñado para permitir la
inyección molde para llenar fácilmente. Es muy importante seguir las consideraciones debajo de la puerta al seleccionar la ubicación de la puerta en la etapa inicial del
diseño de moldes de plástico.
- Las compuertas no deben colocarse donde se producirá una unión parcial o un impacto durante el uso. El área de la compuerta generalmente tendrá tensiones residuales más altas que el resto de la pieza debido al empaquetamiento que se lleva a cabo. Por lo tanto, será más débil que el resto de la pieza.
- Coloque la puerta para minimizar los problemas de recorte. Los cortadores de puerta tipo tijera, si se mantienen afilados, funcionarán sin problemas y no dejarán marcas de “imperfecciones”.
- Si es posible, acceda a la sección más gruesa para evitar rellenos incompletos o marcas de hundimiento. Esto también minimizará las marcas de flujo y la distorsión asociada con el fraguado en una sección gruesa a partir de una delgada.
- Coloque la compuerta de modo que se pueda proporcionar ventilación frente a ella, en la línea de separación o en un pasador de expulsión.
- Piezas de la compuerta final donde sea posible, ya que la compuerta lateral produce tensiones debido al empaque final necesario para retirar los fregaderos.
La compuerta incorrecta puede causar defectos en la superficie y tensión excesiva. Si la entrada es demasiado pequeña, se necesitarán altas temperaturas y presiones para llenar el molde y pueden causar deformaciones y marcas de flujo. Si la puerta es demasiado grande, la resina se inyectará en la cavidad, atrapará aire y la pieza se hundirá en la superficie.
Tipo de puerta
A continuación se muestra una variedad de diseños y ubicaciones de puertas:
- Las compuertas para bebederos dejan grandes marcas de corte y tardan en enfriarse. Pueden permitir la inyección y el sobreembalaje, pero facilitan el llenado de una pieza, especialmente si se trata de secciones gruesas, y su mecanizado es económico.
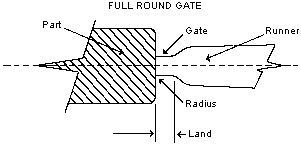
- Las compuertas redondas completas pueden causar patrones de flujo o defectos en la superficie por chorro o deformación debido a la relajación de las tensiones de empaque. Los bordes afilados que entren en la cavidad deben ensancharse. El diámetro mínimo es de aproximadamente 1,5 mm (0,060″) y la parte plana debe ser lo más corta posible y no menos de 1,0 mm (0,040″). Estas puertas se recortan claramente y son económicas. (Figura 1)
Figura 1
- Puertas precisas pueden causar problemas. La falla a menudo no radica tanto en la puerta como en el acceso a la puerta, que a menudo es largo, delgado y cónico. (Figura 2) La longitud del área de contacto de la compuerta parece ser muy corta, pero debido a que la compuerta se obstruye cuando la resina se congela, el diámetro efectivo de la longitud del área de contacto puede variar.
Figura 2

La Figura 3 muestra otro enfoque de la puerta que ayuda a mantener la puerta caliente y abierta. La longitud de la tierra cambiará menos durante la inyección y se obtendrá una mayor presión efectiva en la cavidad durante el llenado.
figura 3

- Las compuertas de túnel pueden exhibir algunos de los mismos problemas de deformación y chorro que las compuertas redondas completas. Un ángulo incluido demasiado pequeño puede resultar en caídas de presión excesivamente altas. Se pueden utilizar con mayor eficacia si se minimizan la longitud de la sección cónica y la longitud de la parte plana, y la pieza tiene una distancia de flujo corta (una relación de longitud a espesor de ~50).
Se pueden usar compuertas de 1,5 mm (0,060″) de diámetro como mínimo. Los pasadores de extracción para la pieza y el corredor deben ubicarse cerca de la compuerta. (Figura 4)
Figura 4

- Las compuertas rectangulares tienen algunas de las mismas desventajas que las compuertas redondas, pero la profundidad y el ancho se pueden cambiar de forma independiente para aumentar el área (reducir la caída de presión) sin aumentar el tiempo de congelación de la compuerta. Una dimensión inicial típica sería de 1,3 mm (0,050″) de espesor por 3,0 mm (0,125″) de ancho con un espacio mínimo de 1,3 mm (0,050″). (Figura 5)
Figura 5

- Las Fan Gates son un tipo de puerta rectangular. Sin embargo, debido a la transición de la forma y la disminución del grosor desde el canal hasta la puerta, la puerta del ventilador reduce las tensiones a medida que la masa fundida entra en la cavidad y, por lo tanto, mejora la tenacidad de la pieza. Este tipo de compuerta puede ser útil para piezas con secciones gruesas. (Figura 6) Una dimensión inicial típica sería de 6,3 mm x 1,3 mm (0,25″ de ancho por 0,050″ de espesor) con un espacio mínimo de 1,3 mm (0,050″).
Figura 6

- Las puertas de pestañas no son realmente puertas, sino pestañas o extensiones de la parte en la que entra la puerta. La lengüeta desvía el flujo y luego se corta de la pieza para eliminar las áreas altamente estresadas. La entrada a la lengüeta debe ensancharse para evitar el chorro a altas velocidades de llenado. Las pestañas se pueden recortar limpiamente en la máquina. (Figura 7)
Figura 7

- Las compuertas de anillo y de diafragma son compuertas delgadas y continuas diseñadas para llenar piezas tubulares de manera uniforme. La compuerta de diafragma tiene la ventaja de las bajas caídas de presión y, a menudo, es capaz de ciclos más rápidos. Las compuertas anulares son menos satisfactorias porque si un llenado más rápido en el lado de entrada del corredor de la pieza conduce a un empaque diferencial, podría producir deformaciones. (Figura 8)
Figura 8

- Las compuertas flash se utilizan a menudo para piezas delgadas y planas. Se sugiere un corredor paralelo a la puerta para distribuir la resina suavemente a lo largo de la pieza y mantener la puerta abierta por más tiempo para evitar el congelamiento prematuro. (Figura 9)
Figura 9

Las piezas de paredes gruesas, secciones de 6,4 mm (0,25″), necesitarán compuertas de la mitad del grosor de la pieza o más, o en casos extremos igual al grosor de la sección. Los tiempos de ciclo serán correspondientemente largos.
En verano, una cavidad de molde puede tener más de una puerta. Las compuertas deben ser lo suficientemente pequeñas para garantizar una fácil separación del corredor y la pieza, pero lo suficientemente grandes para evitar la congelación temprana del flujo de plástico, lo que puede afectar negativamente la consistencia de las dimensiones de la pieza de plástico.


 English
English