

 English
EnglishFlash
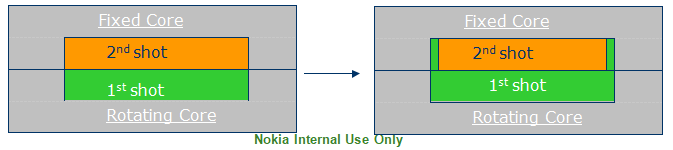
- Descripción –El 2do material penetra entre el 1er material y su ‘ Se observó con frecuencia donde la contracción del 1er material es grande y el tiempo de enfriamiento para el 1er material es demasiado largo. Se debe principalmente a una contracción demasiado rápida del primer material.

-
- Optimización de la presión de retención & Tiempo de enfriamiento para obtener una contracción mínima del primer material hasta antes del segundo disparo
- Seleccione menos material de índice de contracción para el primero
- Cambiar el diseño como medida preventiva
Arcoíris
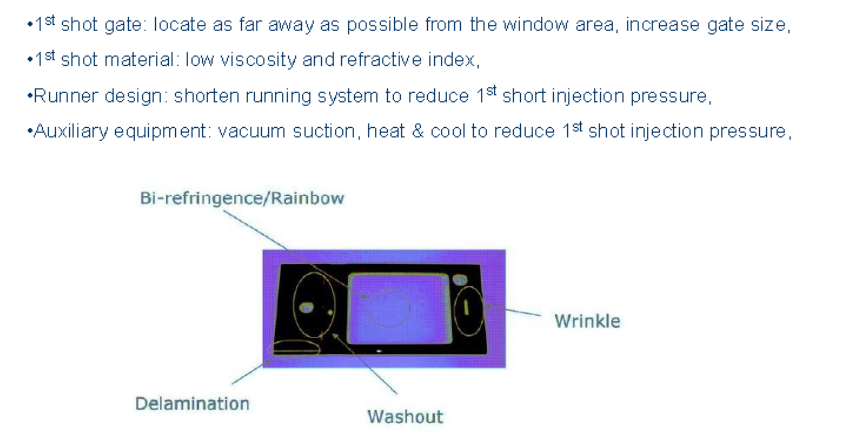
- Descripción : debido a una temperatura de fusión o corte demasiado alta, el primer material moldeado se vuelve a fundir y fluye con el segundo
§ Solución
- Reduzca la temperatura de fusión del segundo material o minimice
- Usar resina de bajo punto de fusión o material de baja viscosidad como segundo elemento
- Cambiar la secuencia del material. (Claro: 1er disparo, Opaco: 2do disparo)
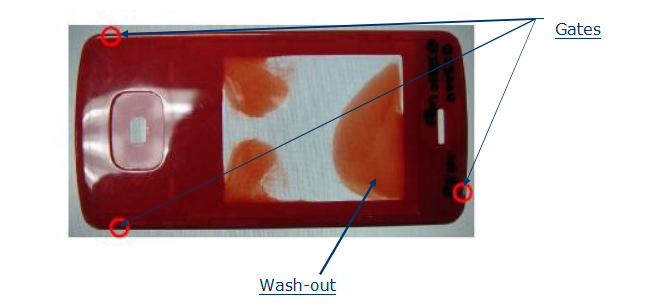
Lavado
- Descripción : debido a una temperatura de fusión o corte demasiado alta, el primer material moldeado se vuelve a fundir y fluye con el segundo
-
§ Solución
- Reduzca la temperatura de fusión del segundo material o minimice
- Usar resina de bajo punto de fusión o material de baja viscosidad como segundo elemento
- Cambiar la secuencia del material. (Claro: 1er disparo, Opaco: 2do disparo)
- Descripción – El segundo flujo de material excava el primer material debido a la alta temperatura y parece una marca de hundimiento desde la vista del primer material.< /li>
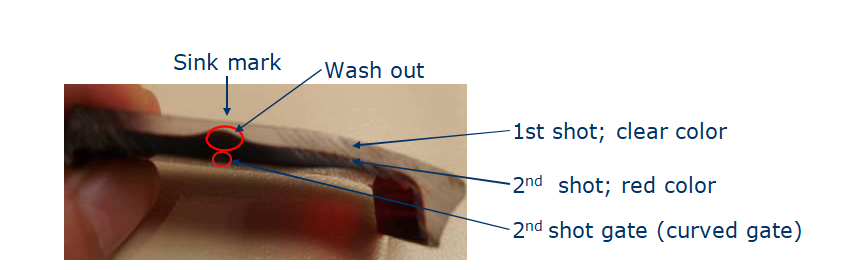
§ Solución
- Reduzca la temperatura de fusión del segundo material o minimice
- Usar resina de bajo punto de fusión o material de baja viscosidad como segundo elemento
- Ampliar la segunda puerta de tiro
- Aumentar el área de la segunda puerta