English
English
Segundo mecanismo de expulsión:
Agregue un juego extra de placa eyectora. El primer conjunto de placa eyectora que se une a la placa A (referida como Conjunto eyector A) es para completar la primera etapa de expulsión, mientras que la placa eyectora unida a la placa B (referida como Conjunto eyector B) es para completar la segunda etapa de expulsión como se muestra en la Figura 1.
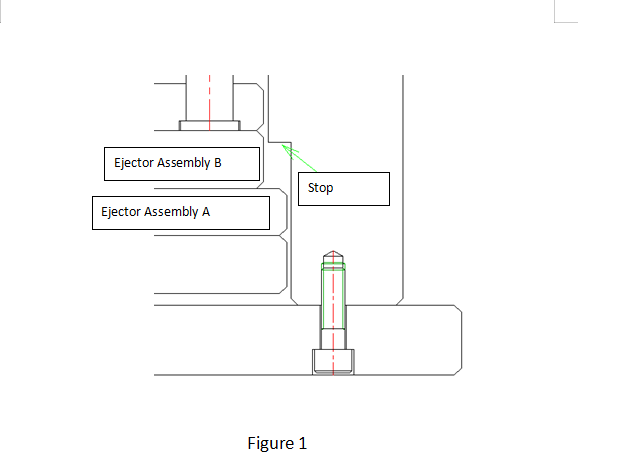
Figura 1
Agregue una serie de resortes o tapones de nailon para asegurarse de que tanto el ensamblaje del eyector A como el B estén unidos como una unidad. Después de que se abre la herramienta, ambos conjuntos eyectores A y B se mueven hacia adelante juntos como uno solo hasta que el conjunto A se ve obligado a detenerse por la placa de soporte de la cavidad encima de él. A medida que continúa la carrera de eyección, los resortes se comprimen, lo que permite que el ensamblaje B continúe hacia adelante hasta que, a su vez, toquen los topes.
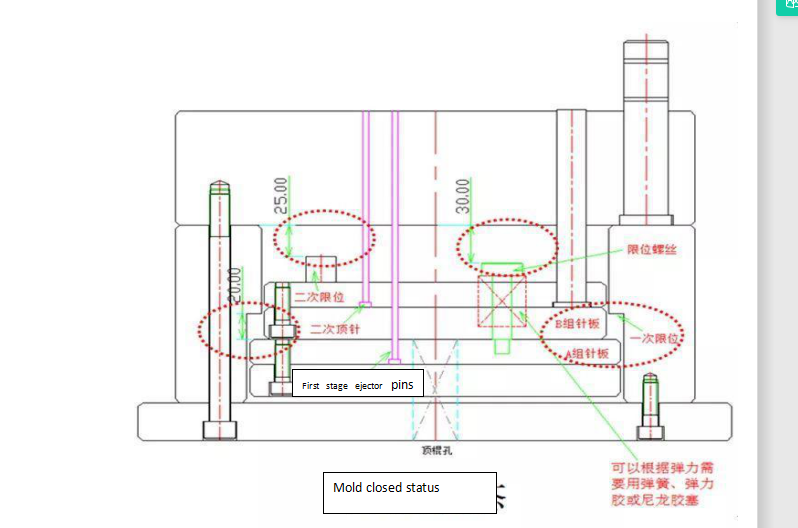
Calcule la carrera de ambas expulsiones según el diseño específico de la pieza. La carrera total debe ser más larga que la del primer eyector. Los tornillos de límite no pueden ser más altos que los topes de límite como se muestra en la Figura 3
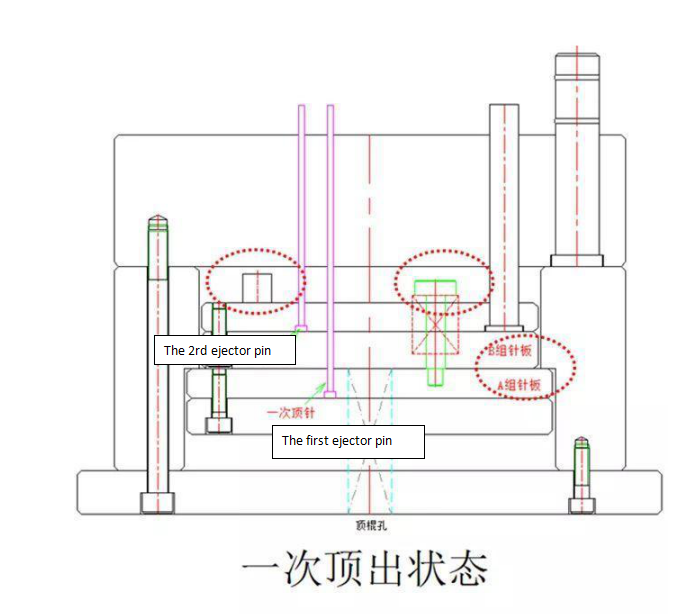
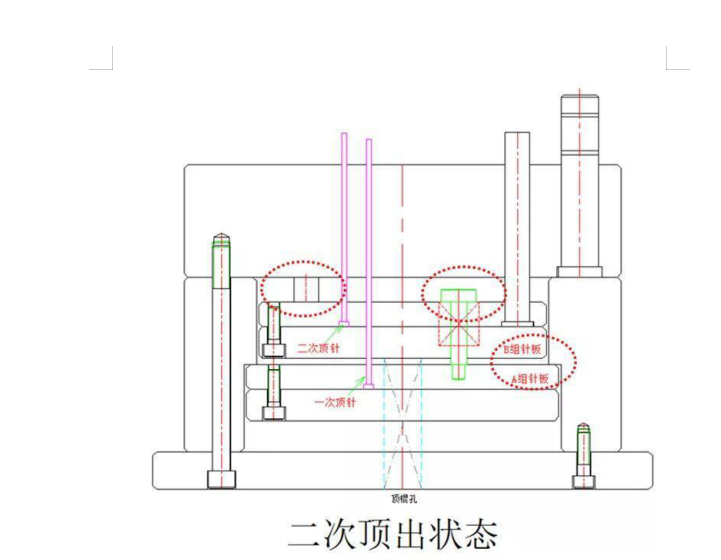
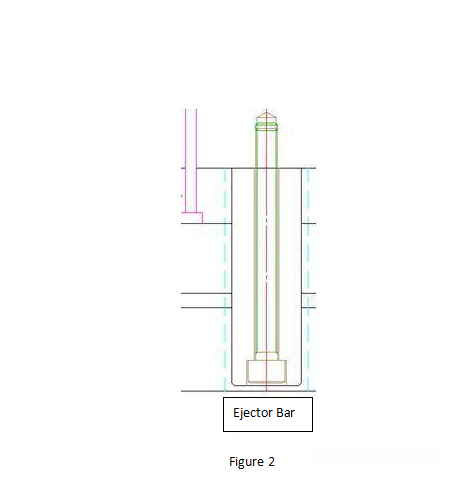
En esta fase, la Figura 4 muestra que ambas placas eyectoras están cerradas herméticamente a la placa de fijación bajo resortes. Todos los mecanismos están en estado ” cerrado” como se muestra en la Figura 4. Expulsión de fase 2 : En la fase 2, un eyector hidráulico empuja hacia delante ambos conjuntos de eyector A y B juntos como una sola unidad para liberar la sección de la pared exterior para que la moldura pueda desviarse. Una vez que esto ha ocurrido, el ensamblaje de eyección A de la primera etapa golpea un tope fijo y no puede avanzar más para completar la fase. Como se muestra en la Figura 5 Fase 3: El conjunto expulsor B de la segunda etapa se mueve más hacia adelante, dejando la primera etapa atrás, despejando así completamente la moldura de la cavidad. Como se muestra en la Figura 6 La clave para el funcionamiento de este tipo de diseño de doble eyección es el módulo que conecta los dos conjuntos de placa de eyección entre sí. Un sistema accionado por resorte asegura que los dos sistemas avancen juntos como una sola unidad para completar la primera etapa. Luego, el ensamblaje inferior golpea un tope mecánico, el collar se suelta y el ensamblaje superior continúa hacia adelante, completando la segunda etapa. HS Mould construyó nuestra reputación en moldes de inyección. Por eso, nuestro equipo de ingeniería garantiza un proceso profesional y eficiente desde el concepto hasta la realización. Proporcionamos una comunicación orientada a la solución a lo largo de cada proyecto, diseñando y fabricando moldes para clientes de todo el mundo.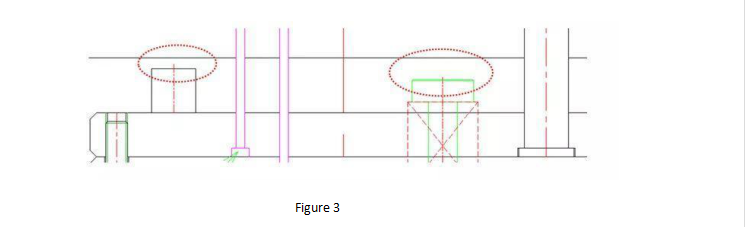 Estado cerrado de la herramienta de molde Fase 1:
Estado cerrado de la herramienta de molde Fase 1: