Cuando
moldeo por inyección termoplásticos de ingeniería parcialmente cristalinos, la elección del sistema de canal caliente correcto determina la función del
molde de inyección de plástico y la calidad de la
pieza moldeada. En este caso, la temperatura debe controlarse mucho más estrictamente que en el caso de materiales amorfos. El tipo de sistema de canal caliente utilizado, y su instalación, deciden las propiedades de las piezas acabadas. Este artículo trata los puntos más importantes que deben tenerse en cuenta a la hora de elegir el sistema de canal caliente más adecuado para POM (acetal), PA (nylon), PBT y PET (poliésteres).
Problemas con calientes corredores
- Humedad en los gránulos
- Sistema de alimentación demasiado pequeño
- Posición incorrecta de la puerta
- Tiempo de espera demasiado corto
- Temperatura de fusión incorrecta
- Temperatura de la herramienta incorrecta
- Acabado superficial pobre
- Problemas con hotrunners
- Alabeo
- Depósito de molde
¿Qué sucede cuando se utiliza un sistema de canal caliente inadecuado?
Los sistemas de canal caliente inadecuados suelen provocar pérdidas de presión elevadas; si se usan, deben operarse solo a temperaturas muy altas. Esto generalmente hará que el polímero se degrade, con todas las consecuencias ya mencionadas anteriormente “Temperatura de fusión incorrecta”. También se producirán rayas, decoloraciones y defectos superficiales, debido al sobrecalentamiento local. La descomposición resultante del compuesto de moldeo provoca ampollas y otros efectos indeseables debido a los productos de degradación.
¿Qué puntos se deben considerar?
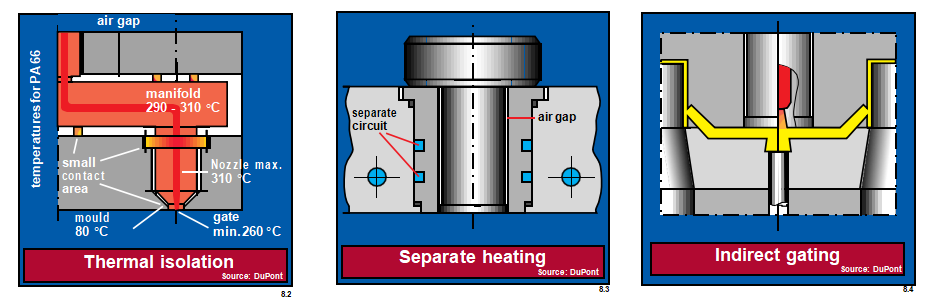
Todos los polímeros mencionados anteriormente muestran una cierta latitud entre la temperatura de fusión recomendada y la temperatura de solidificación. Por lo tanto, es necesario aislar térmicamente de manera efectiva el canal caliente de los canales y las boquillas.
Las boquillas deben diseñarse de modo que se puedan utilizar corredores naturalmente equilibrados. Esta es la única forma de garantizar pérdidas de carga uniformes y el mismo tiempo de residencia de la masa fundida en todas las cavidades del molde.
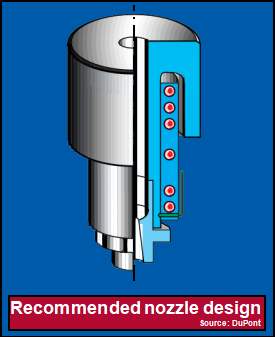
En el caso de pesos de perdigones pequeños, la inyección indirecta es preferible a la inyección directa, especialmente con materiales reforzados con fibra de vidrio. El rendimiento de material por boquilla aumenta, por lo que el calor aplicado al compuesto de moldeo es más fácil de manejar. Las compuertas para boquillas de canal caliente pueden ser grandes, la compuerta en la parte moldeada permanece pequeña a través de compuertas convencionales. En cualquier caso, se debe colocar un interceptor de líquido frío frente a la boquilla del canal caliente. Esta es la única forma de evitar que el material frío entre en la pieza moldeada a través de la boquilla.
molde de canal caliente para polímeros de ingeniería[/cap ción]
Deben proporcionarse controles separados para la entrada del canal caliente, el canal y cada boquilla, para permitir que todas las piezas se equilibren individualmente con respecto a los compuestos de moldeo térmicamente sensibles. Se deben utilizar dispositivos de regulación que garanticen temperaturas constantes mediante la adaptación de la fuente de alimentación (por ejemplo, PID).
El sistema de canales calientes debe estar soportado mecánicamente de la misma manera que el sistema eyector. El molde está debilitado cerca de los corredores y esto debe compensarse tanto como sea posible. Los circuitos de calefacción separados en las inmediaciones de las boquillas del canal caliente permiten que las temperaturas de la superficie del molde se ajusten correctamente de forma independiente.
Criterios de selección de canales calientes y boquillas
Los corredores con una sección transversal completa y conductores de calor incorporados simétricamente son la mejor solución. Los sistemas de calentamiento interno que solo tienen una sección transversal anular provocan pérdidas de presión excesivamente altas y deben evitarse en la medida de lo posible.
En el caso de materiales con alta sensibilidad térmica como POM y compuestos ignífugos, el bypass en el interior de la corredera debe ser lo más perfecto posible.
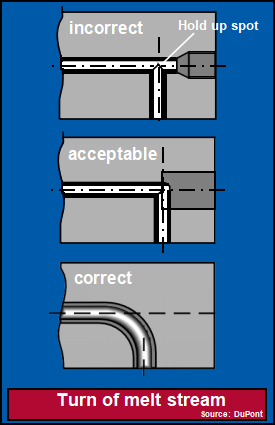
Las boquillas deben ser sistemas abiertos con calefacción externa y una sección transversal completa. Debe evitarse la división de la corriente de fusión en varias corrientes en la región de la puerta. La distribución de la carga conectada debe adaptarse a las condiciones en el estado incorporado, de modo que haya una distribución uniforme de la temperatura. Es una ventaja proporcionar puntas de boquilla intercambiables en caso de que se tengan que procesar materiales abrasivos. Además, los compromisos con pequeños torpedos son posibles si es necesario.
En general, no es aconsejable utilizar boquillas de cierre cuando se procesa POM. Si el uso de otros tipos de compuestos exige el uso de boquillas de válvula de aguja, se deben usar combinaciones de boquilla/aguja que mantengan las pérdidas de presión lo más bajas posible. Hay muchos tipos diferentes de sistemas de canal caliente en el mercado, que dan excelentes resultados siempre que se sigan las recomendaciones anteriores.
 El moldeo por inyección
El moldeo por inyección no es sencillo, y el sistema de canal caliente lo hace aún más complejo.
MOLDE HS ha estado diseñando y fabricando moldes de canales calientes para varias resinas desde 2005. Para obtener más información sobre moldes de canales calientes, contáctenos en info@hsmolds.net.


 English
English