

 Español
EspañolWhen injection moulding partially crystalline engineering thermoplastics, choice of the correct hot runner system determines the function of the plastic injection mould and moulded part quality. Here, the temperature must be controlled much more strictly than in the case of amorphous materials. The type of hot runner system used, and its installation, decide the properties of the finished parts. This article deals with the most important points which have to be considered when choosing the most suitable hot runner system for POM (acetal), PA (nylon), PBT and PET (polyesters).
Problems with hot runners
- Moisture in thegranules
- Feed system toosmall
- Wrong gateposition
- Hold time tooshort
- Wrong melttemperature
- Wrong tooltemperature
- Poor surfacefinish
- Problems with hotrunners
- Warpage
- Moulddeposit
What happens when an unsuitable hot runner system is used?
Unsuitable hot runner systems usually cause high pressure losses; they should, if used at all, be operated only at very high temperatures. This will usually cause the polymer to degrade, with all the consequences already mentioned above “Wrong melt temperature”. Streaks, discoloration and surface defects will also be produced, due to local overheating. The resultant decomposition of the moulding compound causes blistering and other undesirable effects due to degradation products.
What points should be considered?
The above-mentioned polymers all display a certain amount of latitude between recommended melt temperature and solidification temperature. It is therefore necessary to effectively thermally isolate the hot runner from the runners and nozzles.
The nozzles should be designed so that naturally balanced runners can be used. This is the only way of ensuring uniform pressure losses and the same melt residence time in all the mould cavities.
In the case of small shot weights, indirect gating is preferable to direct gating, especially with glass fibre reinforced materials. Material throughput per nozzle increases, so that the heat applied to the moulding compound is more easily manageable. Gates for hot runner nozzles can be large, the gate on the moulded part remaining small through conventional gating. A cold slug interceptor should in any case be arranged facing the hot runner nozzle. This is the only way of preventing cold material getting into the moulded part through the nozzle.
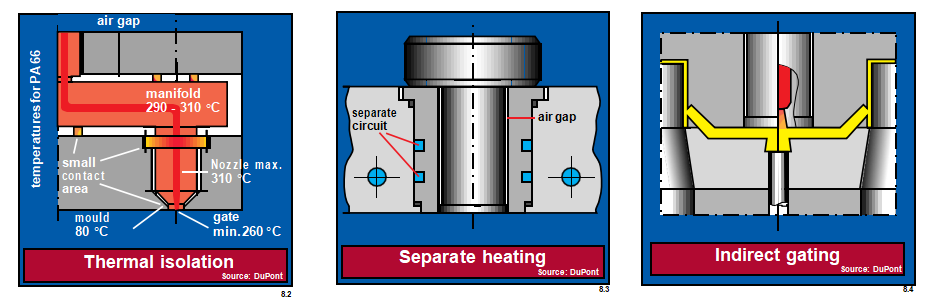
Separate controls should be provided for the hot runner inlet, the runner and each nozzle, to enable all parts to be individually balanced with regard to the thermally sensitive moulding compounds. Regulating devices should be used which guarantee constant temperatures through adaptation of the power supply (e.g. PID).
The hot runner system should be mechanically supported in the same way as the ejector system. The mould is weakened near the runners and this must be compensated as much as possible. Separate heating circuits in the immediate vicinity of the hot runner nozzles allow mould surface temperatures to be correctly set independently.
Selection criteria for hot runners and nozzles
Runners with a full cross-section and symmetrically incorporated heat conductors are the best solution. Internally heated systems which only have an annular cross-section cause excessively high pressure losses and should be avoided if at all possible.
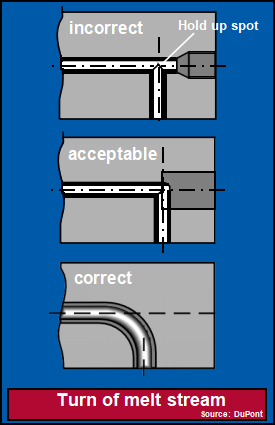
In the case of materials with high thermal sensitivity such as POM and flame resistant compounds, the bypass inside the runner should be as perfect as possible.
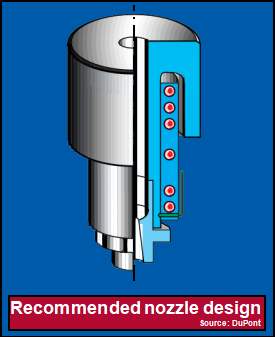
Nozzles should be open, externally heated systems with a full cross-section. Division of the melt stream into several streams should be avoided in the gate region. Distribution of the connected load should be adapted to conditions in the built-in state, so that there is even temperature distribution. It is an advantage to provide interchangeable nozzle tips in case of abrasive materials having to be processed. In addition, compromises with small torpedoes are possible if necessary.
It is generally inadvisable to use shut-off nozzles when processing POM. If the use of other kinds of compound dictates the use of needle valve nozzles, nozzle/needle combinations should be used which keep pressure losses as low as possible. Many different kinds of hot runner systems are on the market, which give excellent results provided the above recommendations are followed.
Injection molding is not simple, and the hot runner system makes it even more complex. HS MOLD has been designing and manufacturing hot runner molds for various resin since 2005.To learn more about more information on hot runner molds, please contact us at info@hsmolds.net.