Como se sabe, la fabricación de moldes de inyección de plástico determina la calidad de las piezas moldeadas de plástico, la eficiencia de producción y el costo de los productos terminados. Se realizan pruebas de moldes para resolver cualquier problema con el diseño, la resina, las herramientas y la máquina. Por lo tanto, los procedimientos de prueba del molde son muy importantes para un moldeador por inyección. Asegúrese de seguir este proceso de nueve pasos para asegurarse de que fabricará buenas piezas durante una prueba exitosa.
En primer lugar, mantenga el molde de inyección funcionando en la prensa sin resina para verificar la función  ;del el molde
A. Comprobar el estado de apertura y cierre del molde a baja presión:
- El molde debe abrirse y cerrarse 3 veces a velocidad rápida, media y lenta. Durante el proceso, no debe haber ningún sonido anormal ni ningún fenómeno de bloqueo;
- La apertura y el cierre del molde deben ser suaves y sin interferencias.
B.Sistema de checkeyección del molde de inyección (a baja presión)
1.Compruebe la acción de eyección a velocidad rápida, media y lenta .
2.Compruebe si los pasadores de expulsión o los manguitos de la superficie plana se aflojarán o se atascarán después de la expulsión.
3. Verifique si los pasadores o manguitos eyectores en la superficie de la pendiente están equipados con pasadores para evitar que se aflojen o giren.
- ¿Hay ruidos anormales y temblores en el sistema de eyección (pasadores de eyección o bloques de eyección)?
Comprobación de devolución de molde
- Compruebe el retorno del molde a velocidad rápida, media y lenta 3 veces cada uno para ver si puede volver a su posición (restablecer);
2.Después del retorno, la superficie superior de los pasadores eyectores oblicuos no debe ser más alta que el núcleo en 0,1 mm ni nivelarse con el núcleo;
3.Si el contacto del interruptor de límite para retorno es bueno o no;
- Si el pasador eyector interfiere con la corredera (si la corredera regresa a su posición);
- Si el molde está equipado con sistema de retorno eyector (mecánico)
D.Comprobación de la función de deslizamiento
1. Verifique la apertura y el cierre del molde a velocidad rápida, media y lenta 3 veces cada uno para ver si el movimiento deslizante es suave o no.
- Compruebe si la corredera regresa normalmente o no y si interfiere con los pines eyectores;
3.si el posicionamiento de la corredera es seguro o no;
4. Verifique la secuencia de movimiento del dispositivo de extracción de núcleo hidráulico;
5.Compruebe si la diapositiva se atasca o se daña durante el viaje.
En segundo lugar, llene todas las cavidades del molde con la balanza de prueba
1. Inyectar 5 disparos consecutivos y pesar la pieza
- Registrar el peso individual de cada pieza en cada cavidad;
3. Reduzca el volumen de moldeo por inyección y ejecute 3 muestras a una tasa de llenado del 20 %, 50 %, 90 %.
- Pese y registre el peso de cada una de las partes vacías anteriores;
- Si la diferencia de peso entre la parte más pesada y la parte más liviana está dentro del 2 %, entonces es aceptable. Indica que indica que el llenado de la cavidad está equilibrado, de lo contrario, está desequilibrado en la inyección y necesita ser ajustado.
- Si se trata de un molde de una sola cavidad, también se requiere una prueba de balance de llenado.
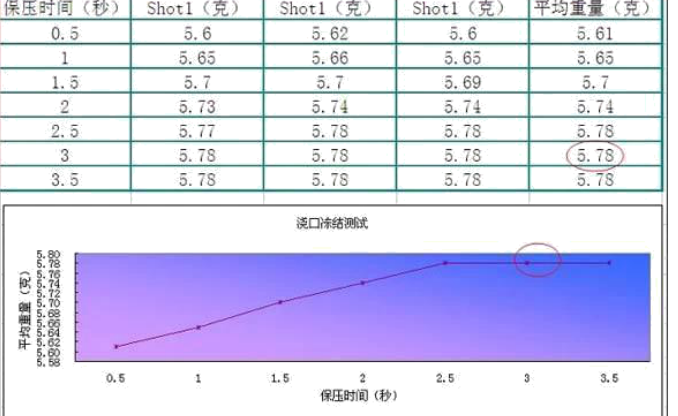
En tercer lugar, prueba de tiempo de presión de retención (puerta congelada)
1。El tiempo de mantenimiento se establece primero en 1 segundo, 3 disparos en cada configuración;
2。 como se muestra en la tabla, aumente el tiempo de espera a su vez, reduzca el tiempo de enfriamiento, para que todo el ciclo permanezca igual (hasta que la puerta se congele y el peso del producto no aumente);
3。 Establezca un número de tiempos de espera diferentes como se menciona a continuación, 3 partes en cada configuración. Pese el producto de la cavidad especificada y registre los datos en la tabla correspondiente.
4 Determine el mejor tiempo de espera según el gráfico.
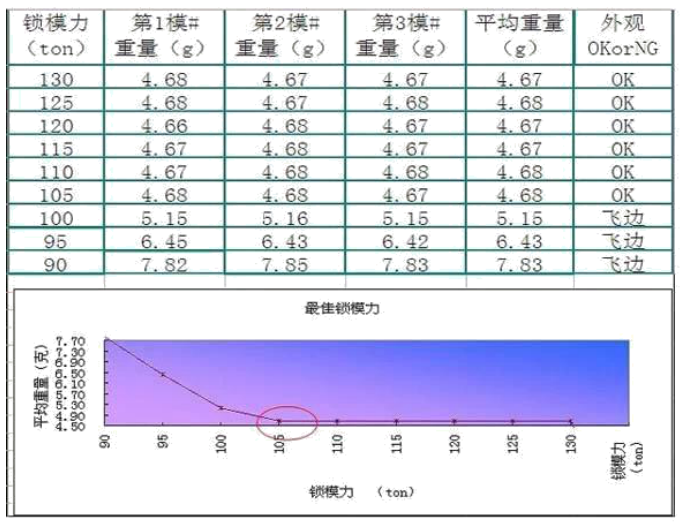
En cuarto lugar
Determinación de la fuerza de sujeción óptima
- Cuando la presión de retención se establece como la mejor, la fuerza de bloqueo del molde se establece dentro del 90 % de la fuerza máxima e inyecta 3 disparos con el peso de cada pieza registrado
2. Reducir la fuerza de sujeción del molde en 5 toneladas por turno e inyectar 3 disparos en cada configuración con el peso registrado hasta que el peso del producto aumente repentinamente alrededor de un 5 % y se produzca una rebaba alrededor de la pieza .
Quinto Método para determinar el tiempo óptimo de enfriamiento.
1。 Cuando se encuentren en las condiciones adecuadas del proceso de moldeo por inyección (después de que el producto esté completamente lleno), estime el tiempo de enfriamiento (principalmente un tiempo de enfriamiento más prolongado para que el producto se enfríe por completo), inyecte 3 disparos y mida su tamaño;
- Registre el tamaño del producto en la siguiente tabla y observe la deformación de la pieza moldeada
3。 Reduzca el tiempo de enfriamiento en 1 segundo a la vez e inyecte 3 disparos.
4。 Reduzca el tiempo de enfriamiento hasta que el producto comience a deformarse y el tamaño comience a disminuir.
5。 El tamaño de cada producto debe medirse después de que la pieza moldeada se haya enfriado por completo (alrededor de 15 minutos).
6. Determinación del tiempo de enfriamiento óptimo teniendo en cuenta la estabilidad del tamaño del producto.
 Fórmula general para estimar el tiempo de enfriamiento:
Fórmula general para estimar el tiempo de enfriamiento:
 1.Experiencia práctica tiempo de enfriamiento≥t(1+3t)……Temperatura del molde por debajo de 60℃ ;
2.Experiencia práctica tiempo de enfriamiento≥1.5t (1+3t)……Temperatura del molde superior a 60 ℃;
(t representa el espesor de pared máximo del producto de moldeo)。
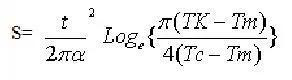
3. Fórmula de cálculo del tiempo de enfriamiento teórico:
s = Tiempo de reutilización más corto (s)
t= espesor de las piezas de plástico (mm)
α=coeficiente de difusión térmica del material (c ㎡/segundo)
Tk= temperatura de desmoldeo de piezas de plástico
Tm=temperatura del molde( ℃)
Tc=temperatura del barril ( ℃)
Prueba de refrigeración por agua en sexto lugar
1.Utilice un manómetro y un manómetro de flujo para medir y completar los datos medidos.
2. Mida y registre el diámetro de la tubería de enfriamiento.
1.Experiencia práctica tiempo de enfriamiento≥t(1+3t)……Temperatura del molde por debajo de 60℃ ;
2.Experiencia práctica tiempo de enfriamiento≥1.5t (1+3t)……Temperatura del molde superior a 60 ℃;
(t representa el espesor de pared máximo del producto de moldeo)。
3. Fórmula de cálculo del tiempo de enfriamiento teórico:
s = Tiempo de reutilización más corto (s)
t= espesor de las piezas de plástico (mm)
α=coeficiente de difusión térmica del material (c ㎡/segundo)
Tk= temperatura de desmoldeo de piezas de plástico
Tm=temperatura del molde( ℃)
Tc=temperatura del barril ( ℃)
Prueba de refrigeración por agua en sexto lugar
1.Utilice un manómetro y un manómetro de flujo para medir y completar los datos medidos.
2. Mida y registre el diámetro de la tubería de enfriamiento.
- Para conocer la viscosidad cinemática en función de la temperatura del agua de refrigeración
4. El número de Reynolds se calcula de la siguiente manera: Número de Reynolds (Re)=3160 × caudal de agua de refrigeración/diámetro del agua de refrigeración × viscosidad cinemática
5. El flujo de agua de enfriamiento en estado turbulento tiene un mejor efecto de enfriamiento (Re <2000 es estado de flujo laminar; Re >4000 es estado turbulento (turbulento); Re =2000~4000 es estado de transición) 。
Séptimo Prueba de uniformidad de enfriamiento del molde
- Utilice un instrumento de medición de temperatura del molde para medir la temperatura de 10 puntos del núcleo y la cavidad y registre la medición en la siguiente tabla.
La diferencia entre la temperatura real y el valor promedio de cada punto de medición debe ser inferior a 2 °C, y si la diferencia con el valor promedio supera los 2 °C, indica que el efecto de enfriamiento del molde de inyección es desigual y se debe mejorar el sistema de enfriamiento.
Eightly Análisis de viscosidad de materiales disueltos to determinae Velocidad de inyección óptima
- 1.Registre la temperatura del aceite hidráulico, la temperatura de la solución y la temperatura del molde;
2。 Primero configure la posición de parada del sol, solo use el pegamento de primera clase;
3。 Establezca la presión de retención y el tiempo de retención en cero, determine la posición inicial del pegamento, aumente gradualmente la velocidad de inyección;
- Ajustar la velocidad de inyección para llenar el 95%posición de la pieza moldeada(comprobarsi hay algún material de relleno, y reservar la cantidad de 5–10 milímetro);
5。 Registre la tasa de inyección máxima alcanzada al llenar hasta el 95% del pegamento;
6。 Registre la velocidad de inyección máxima y la presión de inyección máxima en la hoja de datos de análisis de velocidad de inyección.
7。 Reduzca gradualmente la velocidad de inyección y aumente la presión de inyección, observe y registre la presión de inyección máxima al llenar hasta el 95 % del pegamento.
8。 determine la velocidad óptima de inyección a partir del gráfico.
En general, la primera prueba del molde es muy importante para un molde nuevo. Podemos evaluar si la función del molde funciona bien, incluido el sistema de inyección, el sistema de eyección y el sistema de núcleos laterales, etc. siguiendo el procedimiento de prueba completo anterior. Esperamos que la experiencia que hemos acumulado durante años lo ayude a obtener buenas piezas eventualmente y satisfechas por el cliente.


 English
English