

 Español
EspañolIn this article, we will show you from three aspects to be taken into consideration when designing plastic parts for double injection molding so we can save our customers time and money in the long run.
Mechanical structure
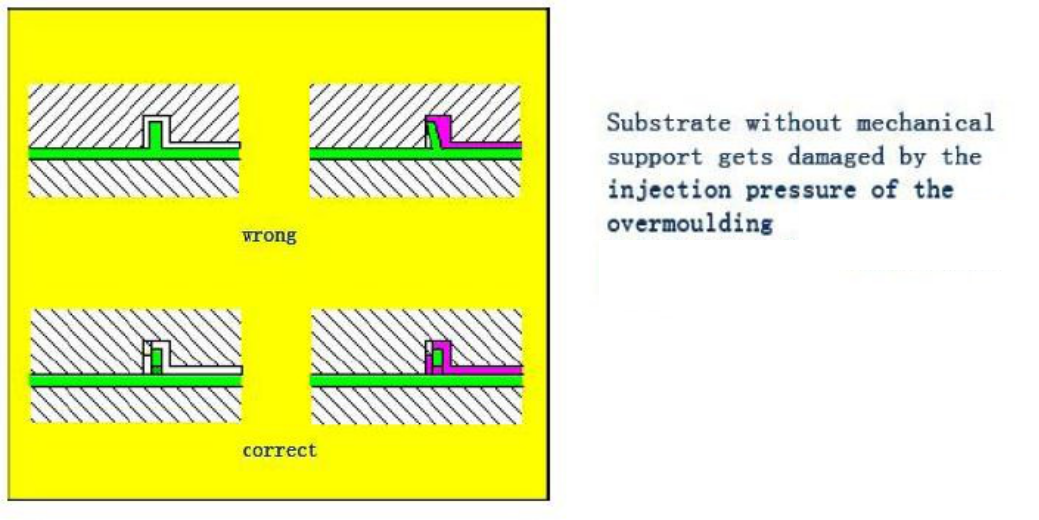
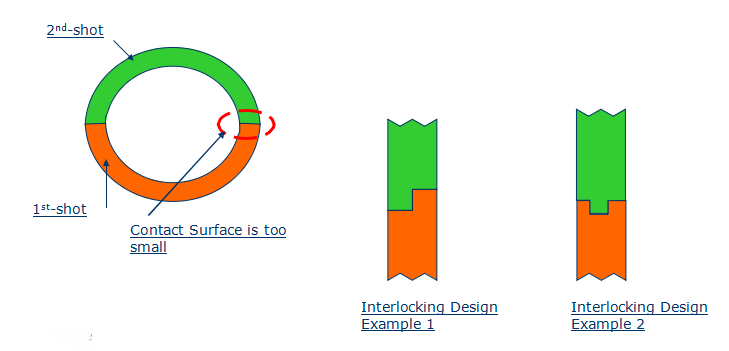
Surface Contact
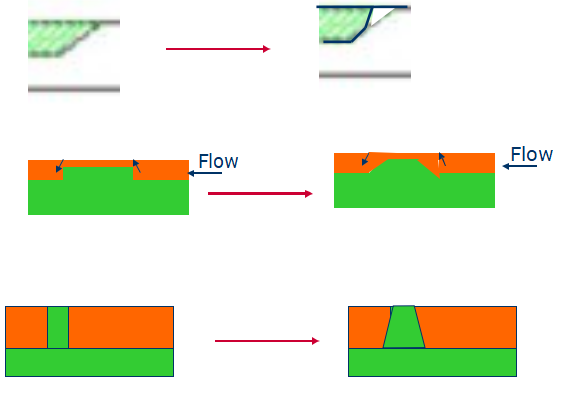
- Adhesion is depending on materials compatibility, process temperatures, surface contact area, molding sequence and designing of mechanical interlock systems. If design not allows enough contact surface area, Tooling can make up like
- Make-up 1 : Increase expose surface byincreasingroughness.
- Make-up 2 : Employ interlock
Wall Thickness
- Utilize 2nd shot to get more uniform wallthickness
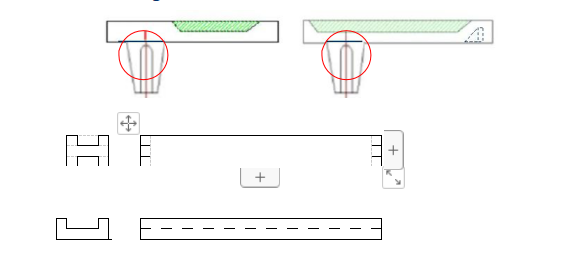
- Reinforce the 1st and 2nd shot(transparent) by structure design such as “H” section etc. Thin but high rib in 2nd short.
- First shot thicker than 2nd shot. 2nd shot should be as thin as possiblewhen flow and weld line is not a issue.
- In MP case, 1st shot 0.6mm, 2nd shot 0.6mm was made
- Avoid sharpcorner
- Make a stronger tuber if it is necessary in 1st
All three plastic part design consideration listed in the article make up just some of the good practices that HS Mold has accumulated over years. Keep them in mind when designing plastics parts to be mass manufactured by means of 2K injection molding.