Dongguan city, China.
Our factory is equipped with various size of injection machine ranging in tonnage from 55... read more
Product name Helmet injection mold Product Material ABS Injection molding machine 1000 T Mold base... read more
Have you ever met the case when the cavity steel has been polished as high... read more
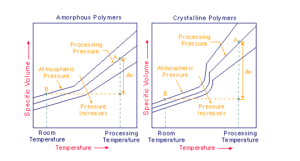
Thermoplastics shrink as they cool and solidify during the plastic injection molding process and after part ejection.... read more
Shrinkage is a characteristic of resin which occurs during plastic injection molding process. Different resins have... read more
What is delamination/Peeling? Delamination is thed detached, slate-like surface layering of the polymer as it... read more
What is weld lines in injection molding During the manufacturing of injection molding process , the Weld... read more
As known, the manufacturing of plastic injection mold determines the quality of plastic molded parts,... read more
This is the bottom of Coolant Expansion Tank for a branded automotive company. The material... read more
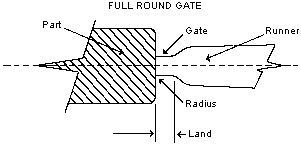
What proper gate design is important? The gate serves as the entrance to the mould... read more
It is rare to see the structure of slide coming out of lifter in plastic injection... read more
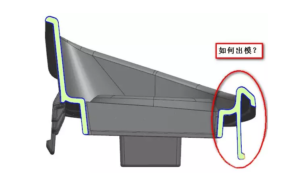
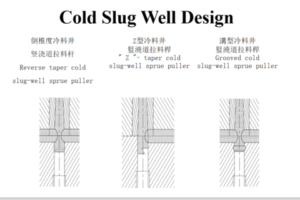
Cold slug well is a very imporant part of plastic mold design. It is defined... read more


 Español
Español